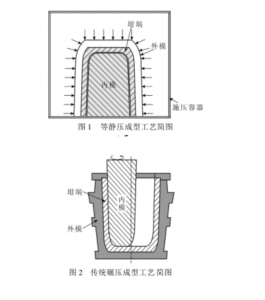
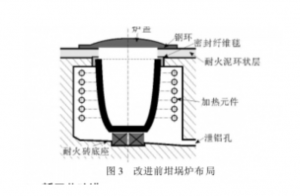
Grafiittiigli tootmine on isostaatilise pressimise tehnoloogia tulekuga märkimisväärselt arenenud, mis teeb sellest maailmas kõige arenenuma tehnika. Võrreldes traditsiooniliste tampimismeetoditega annab isostaatiline pressimine tulemuseks ühtlase tekstuuriga, suurema tihedusega, energiatõhususega ja suurepärase oksüdatsioonikindlusega tiiglid. Kõrge rõhu rakendamine vormimise ajal parandab oluliselt tiigli tekstuuri, vähendades poorsust ning suurendades seega soojusjuhtivust ja korrosioonikindlust, nagu on näidatud joonisel 1. Isostaatilises keskkonnas kogeb tiigli iga osa ühtlast vormimisrõhku, tagades materjali ühtluse kogu ulatuses. See meetod, nagu on kujutatud joonisel 2, ületab traditsioonilist tampimisprotsessi, mis viib tiigli jõudluse olulise paranemiseni.
1. Probleemi püstitus
Probleem tekib alumiiniumisulamist isolatsioonitakistusega traattiigliahju kontekstis, milles kasutatakse rammitud grafiidist tiiglit, mille eluiga on umbes 45 päeva. Juba 20-päevase kasutamise järel täheldatakse märgatavat soojusjuhtivuse langust, millega kaasnevad tiigli välispinnal mikropraod. Kasutamise hilisemates etappides on ilmne soojusjuhtivuse järsk langus, mis muudab tiigli peaaegu mittejuhtivaks. Lisaks tekivad mitmed pinnapraod ja tiigli ülaosas toimub oksüdeerumise tõttu värvimuutus.
Tiigliahju kontrollimisel, nagu on näidatud joonisel 3, kasutatakse virnastatud tulekindlatest tellistest koosnevat alust, mille takistustraadi alumine kütteelement asub 100 mm kõrgusel alusest. Tiigli ülaosa on suletud asbestkiudkatetega, mis paiknevad umbes 50 mm kaugusel välisservast, paljastades tiigli ülaosa siseserval märkimisväärse hõõrdumise.
2. Uued tehnoloogilised täiustused
Täiustus 1: Isostaatiliselt pressitud savigrafiittiigli kasutuselevõtt (madala temperatuuriga oksüdeerumiskindla glasuuriga)
Selle tiigli kasutamine parandab oluliselt selle rakendusvõimalusi alumiiniumisulamist isolatsiooniahjudes, eriti oksüdatsioonikindluse osas. Grafiittiiglid oksüdeeruvad tavaliselt temperatuuril üle 400 ℃, samas kui alumiiniumisulamist ahjude isolatsioonitemperatuur on vahemikus 650–700 ℃. Madala temperatuuriga oksüdatsioonikindla glasuuriga tiiglid võivad oksüdatsiooniprotsessi tõhusalt aeglustada temperatuuril üle 600 ℃, tagades pikaajalise suurepärase soojusjuhtivuse. Samal ajal hoiab see ära oksüdatsioonist tingitud tugevuse vähenemise, pikendades tiigli eluiga.
Täiustus 2: Ahju alus, mis kasutab samast materjalist grafiiti kui tiigel
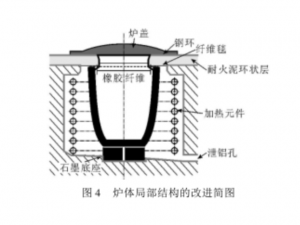
Nagu joonisel 4 kujutatud, tagab tiigliga samast materjalist grafiitaluse kasutamine tiigli põhja ühtlase kuumenemise kuumutamisprotsessi ajal. See leevendab ebaühtlase kuumutamise põhjustatud temperatuurigradiente ja vähendab ebaühtlase põhja kuumutamise tagajärjel tekkivate pragude tekkimise kalduvust. Spetsiaalne grafiitalus tagab ka tiigli stabiilse toe, joondudes selle põhjaga ja minimeerides pingest tingitud pragusid.
Täiustus 3: Ahju lokaalsed konstruktsioonilised täiustused (joonis 4)
- Ahju katte täiustatud siseserv, mis hoiab tõhusalt ära tiigli ülaosa kulumise ja parandab oluliselt ahju tihendust.
- Veenduge, et takistustraat oleks tiigli põhjaga samal tasapinnal, mis tagab piisava põhjakuumenemise.
- Minimeeritakse ülemiste kiudtihendite mõju tiigli kuumutamisele, tagades tiigli ülaosas piisava kuumutamise ja vähendades madala temperatuuriga oksüdeerumise mõjusid.
Täiustus 4: Tiigli kasutamise protsesside täiustamine
Enne kasutamist kuumutage tiiglit ahjus temperatuuril alla 200 ℃ 1-2 tundi, et niiskus eemaldada. Pärast eelsoojendamist tõstke temperatuur kiiresti 850–900 ℃-ni, minimeerides viibimisaega 300–600 ℃ vahel, et vähendada oksüdeerumist selles temperatuurivahemikus. Seejärel langetage temperatuur töötemperatuurini ja lisage alumiiniumvedelikku normaalseks tööks.
Rafineerimisvahendite söövitava toime tõttu tiiglitele tuleb järgida õigeid kasutusprotokolle. Regulaarne räbu eemaldamine on hädavajalik ja seda tuleks teha siis, kui tiigel on kuum, kuna vastasel juhul on räbu puhastamine keeruline. Tiigli soojusjuhtivuse ja tiigli seintel vananemise tähelepanelik jälgimine on hilisemates kasutusetappides ülioluline. Tarbetu energiakadu ja alumiiniumvedeliku lekke vältimiseks tuleks osad õigeaegselt välja vahetada.
3. Paranemistulemused
Tähelepanuväärne on täiustatud tiigli pikem eluiga, mis säilitab soojusjuhtivuse pikema aja jooksul ilma pinna pragunemiseta. Kasutajate tagasiside näitab paremat jõudlust, mis mitte ainult ei vähenda tootmiskulusid, vaid suurendab oluliselt ka tootmise efektiivsust.
4. Kokkuvõte
- Isostaatiliselt pressitud savist grafiidist tiiglid ületavad oma jõudluse poolest traditsioonilisi tiigleid.
- Optimaalse jõudluse tagamiseks peaks ahju konstruktsioon sobima tiigli suuruse ja konstruktsiooniga.
- Tiigli nõuetekohane kasutamine pikendab oluliselt selle eluiga, kontrollides tõhusalt tootmiskulusid.
Tiigliahju tehnoloogia hoolika uurimise ja optimeerimise kaudu aitavad parem jõudlus ja eluiga oluliselt kaasa tootmise efektiivsuse suurenemisele ja kulude kokkuhoiule.
Postituse aeg: 24. detsember 2023